Fire Pumps Manufacturers
Selecting reliable fire pumps requires understanding what separates adequate equipment from exceptional protection. These pumps must instantly deliver hundreds of gallons per minute at pressures that overcome elevation and friction losses across multiple floors. Fire pump manufacturers worth trusting exceed safety standards through rigorous testing, premium materials, and control systems that respond instantly to pressure drops. Municipal water supplies rarely provide sufficient pressure for multi-story buildings.
Ameriflo
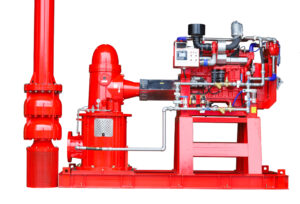
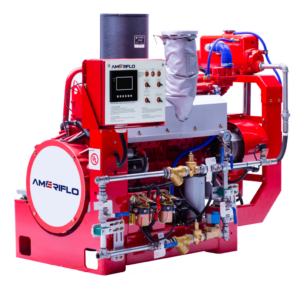
Ameriflo builds fire water pump systems that excel in demanding applications where reliability cannot be questioned. Their engineers focus on robust construction using cast iron volutes and bronze impellers that resist corrosion from standing water, a common failure point in fire pumps that sit idle for months between tests.
Ameriflo’s control panels feature multiple backup systems and diagnostic capabilities that alert facility managers to potential issues before they become critical failures. Their pumps incorporate oversized bearings and mechanical seals designed for extended service intervals, reducing maintenance requirements while ensuring peak performance when activation occurs.
Municipal fire departments and industrial safety managers choose Ameriflo for applications requiring exceptional durability. Their industrial fire pump models handle corrosive environments, extreme temperatures, and continuous duty cycles that would destroy standard equipment.
WDM
WDM brings over 60 years of manufacturing experience to fire pump systems across commercial and industrial applications. With manufacturing facilities throughout the Americas and seven plants in the USA, WDM has established itself as a trusted provider of high-performance water pumps built on proven American technology.
The company’s engineering approach focuses on quality control throughout the entire manufacturing process, from foundry operations to final assembly and testing. WDM pumps are designed for diverse water management applications, including fire protection, with UL-listed and FM-approved equipment specifically engineered for fire suppression systems.
WDM’s manufacturing capabilities include their own foundry operations, ensuring consistent material quality and performance. Their fire protection pumps are built to handle the demanding requirements of fire suppression while maintaining reliability across varying operating conditions and extended service intervals.
AC Fire
AC Fire manufactures comprehensive fire pumps for sprinkler systems with particular expertise in complex installations requiring multiple pump configurations. Their engineers design solutions for facilities where standard single-pump systems prove inadequate for protection requirements.
The company’s strength lies in custom-engineered systems that address unique facility challenges. AC Fire pumps feature modular designs allowing easy expansion as building use changes or fire protection requirements evolve. Their control systems integrate seamlessly with building automation networks, providing real-time monitoring and diagnostic capabilities.
AC Fire’s manufacturing quality shows in their attention to materials selection and assembly processes. Their pumps use premium components throughout, from stainless steel fasteners to specially formulated gaskets that maintain integrity across temperature extremes and extended service periods.
AMED-US (All Motors and Equipment Direct) is a trusted fire pump system supplier for commercial, industrial, and municipal fire protection applications. By partnering with leading fire pump manufacturers and factories, we provide dependable fire pump units and complete fire pump systems tailored to your facility’s specific protection requirements.
Our fire pump solutions support sprinkler systems, booster pump systems, main fire pumps, and dedicated pump room installations. We focus on proper system sizing, pressure requirements, and application matching to ensure reliable performance during routine testing and immediate response during emergency activation.
Every fire pump system we supply is selected for durability, efficiency, and long service life. We help customers choose configurations designed to withstand demanding environments while maintaining consistent water flow and pressure when it matters most. Our team works closely with contractors, engineers, and facility operators to ensure compliance and dependable operation.
When seconds count, performance cannot fail. Request a facility assessment or speak with our fire pump specialists today for expert guidance, system recommendations, and a fast quote based on your exact fire protection needs.