Pumps Manufacturers

















Pumps
AMED-US leads the market in water and process pumps across North and Latin America, offering a diverse selection renowned for reliability and competitive pricing. Specializing in centrifugal pumps, they excel in efficiency and versatility, crucial for various industrial applications. our gear pumps, known for precision and durability, complement these offerings, ensuring consistent fluid transfer in demanding environments.
Additionally, we provide air-operated double diaphragm (AODD) pumps celebrated for their robustness with abrasive and viscous fluids. Our metering pumps offer precise dosing capabilities vital in sectors like water treatment and chemical processing. For submerged operations, our submersible pumps deliver efficient solutions for wastewater management and mining.
All Motors and Equipment Direct – US, delivers fire pumps that comply with rigorous safety standards, ensuring reliable firefighting capabilities for both commercial and residential environments. Our dedication goes beyond offering a wide range of products; we ensure competitive pricing and industry-leading availability through strategic partnerships and a strong distribution network.
Behind our success lies a dedicated team of engineers blending technical expertise with customer-centric solutions. This synergy allows us to offer tailored products and exceptional service across the Americas. We continue to redefine industry standards, providing reliable, efficient, and cost-effective pumping solutions that meet the evolving needs of our diverse clientele.














High-Quality Pumps: Durable & Reliable Solutions
There are different types of pumps, and each will have to suit your particular requirements. So, here is an overview of the key features of a range of industrial pump types and typical industry applications supplied through AMED-US:
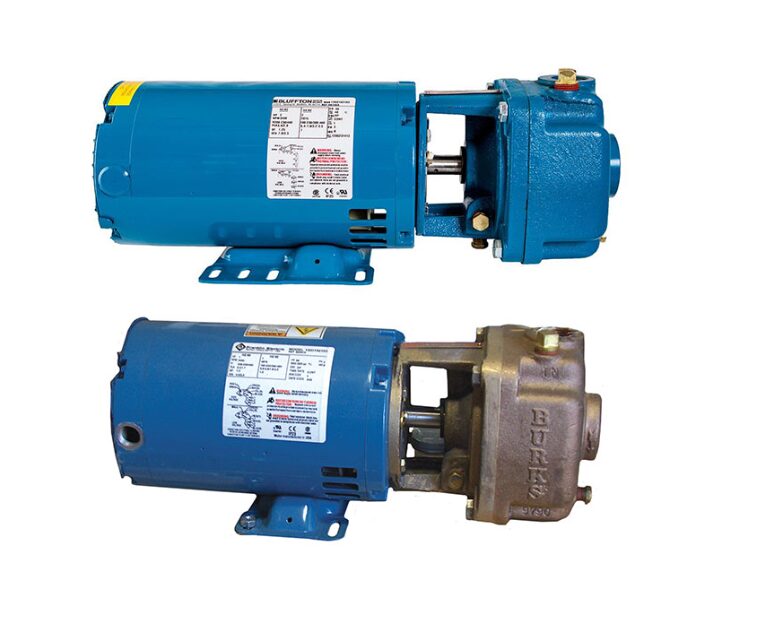
Centrifugal Pumps
Centrifugal pumps maintain the desired features of having high flow rates, simple design, and ease of maintenance. Centrifugal pumps operate using rotational energy for transferring fluids; hence, they are commonly applied in areas requiring continuous and smooth fluid transfers. They find their application in water supply systems, HVAC, and other industrial processes; especially, their application becomes vital in situations where a reliable, high-flow pump is called for.
Dosing Pumps
Dosing pumps have to have accurate control of the volume of fluid being pumped since critical applications demanding measurement accuracy include water treatment, chemical processing, and pharmaceuticals. They are designed on the principle of metering small volumes of liquid to ensure the correct amount of chemicals or additives introduced into the system.
Drum Pumps
The drum pumps are designed for safe liquid transfer from barrels or drums. By nature, they are portable and easy to shift from one place to another. Very effective in the industries of the chemical, food, and beverage sectors. They ensure that fluids can be transferred without necessarily having to be handled manually, hence there is little chance of them spilling or getting contaminated.
Gear Pumps
Gear pumps will also find their application of pumps in industry. Gear pumps are utilized in oil transfer, chemical industries, and hydraulic systems where continuous flow needs to be maintained under high pressure. They are of sturdy construction and thus suitable for industrial applications where operation needs to be continuous and reliable.
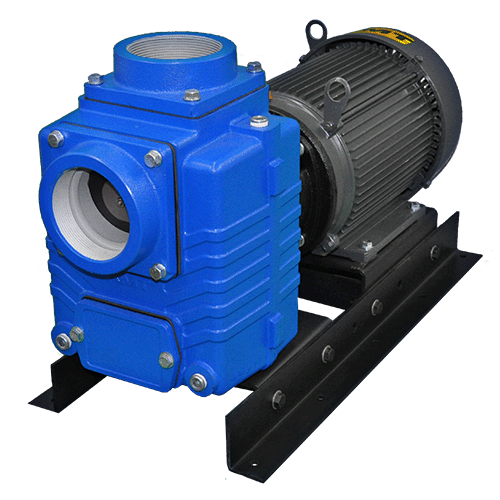
Rotary Lobe Pumps
The design of rotary lobe pumps ensures gentle fluid handling and high efficiency for applications in the food, dairy, pharmaceutical, and chemical industries. These pumps are self-priming, and handle shear sensitive fluids without damage to their structure important trait for sensitive products that call for quality maintenance.
Pool Pumps
These pumps are designed to work in the field of water circulation in swimming pools and aqua parks. Their strong efficiency and resistance to corrosion by using specific materials make them long-lasting even with water and chemicals. These pumps keep pool water clean and clear by constantly circulating it through filtration systems.
Vertical Multistage Pumps
Vertical multistage pumps are available with compact shapes and offer excellent performance in high-pressure applications using energy efficiently. As such, the application of such pumps will lie in boiler feeding, water supply, and industrial washing where space is relatively less to install the equipment and where the demand for high-pressure output is felt. The multi-stage arrangement in its structure consistently maintains the smoothness and power of performance.
Peristaltic Pumps
Hence, peristaltic pumps are apt for shear-sensitive fluids. They contain no possibility of contamination because the fluid never directly comes in contact with the pump parts. They are used in large numbers in medical, food processing, and water treatment among other systems where the fluid’s purity is crucial. They also possess certain qualities of self-priming and can handle a wide range of viscosities of the fluid.
Regenerative Turbine Pumps
Applications of Regenerative Turbine Pumps They find their application in high-pressure, low-flow applications and are especially suited for handling clean fluids in industries such as refrigeration, fuel handling, and chemical processing. These types of pumps will work well in those situations where high head pressure with minimal fluid volume is required. Performance is generally good and reliable in such applications.
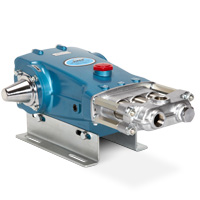
High-Pressure Piston Pumps
The high-pressure piston pumps effectively provide extreme pressures with very high efficiency, making them appropriate for processes like pressure washing, water jet cutting, and other industrial cleaning. These pumps are built to last and carry consistent performance in demanding environments that most definitely require high-pressure outputs to get the work done effectively.
Submersible Pumps
The submersible pumps are designed to function underwater and thus are resistant to corrosion; hence they can handle all those liquids that are not easy to handle. Because of their reliable performance while fully submerged, which enables effective fluid removal in really challenging conditions, the submersible pumps find their use in wastewater, mining, and dewatering applications.
Grinder Pumps
Grinder pumps are meant for grinding solid wastes, which eliminates sewage systems from clogs or blockages. They are very much essential in wastewater treatment. Most of the residential and commercial sewage systems quite often use these for the smooth flow of waste materials without the possibility of blockages.
Diaphragm Pumps
Diaphragm pumps can also handle viscous fluids and dangerous chemicals. Applications involving the oil, gas, and chemical industries make use of these pumps where there is a need to ensure the safe handling of aggressive or viscous fluids. Their design allows for corrosive or abrasive fluids to be pumped without causing any damage to the pump parts.
Fire Pumps
Fire pumps, on the other hand, are designed to work with higher flow rates and are generally used in emergency firefighting applications. They are installed in commercial and industrial buildings to provide assured water supply during firefighting operations. These pumps are built strong and durable, delivering high-volume water discharge to effectively combat fires.
Vacuum Pumps
These types of pumps remove gas from sealed chambers and, because of the low-pressure operation, find wide applications in industries like packaging, electronics, and pharmaceuticals. They find their application in the processes where the removal of air or gas has to be affected to produce a vacuum environment for proper sealing, handling, or processing of products under controlled conditions.
Ready to Choose the Right Pump?
AMED-US offers an extensive range of reliable industrial pumps designed for various applications across industries – from gear pump applications to fire pumps and more. Browse our pump selection now to find the ideal solution for your operational needs!
Why Choose AMED-US Pumps?
A pump should be chosen that can meet these requirements in a reliable, efficient manner, and with versatility. Here at AMED-US, we take pride in quality pumps that we sell and strive to exceed expectations not just with the products on offer to various industries but also on long-term value creation. Our top-of-the-line pumps incorporate all the latest features so your operations will be running smooth and effective, regardless of pumps application. The following are the main key benefits one gets from choosing pumps from AMED-US.
Reliability
At AMED-US, our pumps are built from long-lasting materials and designed for durability. Whether they are operating in harsh environments or under heavy loads, you can trust our pumps to perform consistently, minimizing the risk of breakdowns and extending the life of your equipment.
Energy Efficiency
Our pumps are engineered with energy-saving designs, reducing operational costs and contributing to sustainable business practices. With high-performance efficiency, your business benefits from lower power consumption while maintaining top productivity.
Versatility
Our pump range is suitable for a wide variety of industries, including chemical processing, water treatment, and food and beverage. Whether you need pumps for transferring chemicals, managing wastewater, or handling high-pressure tasks, AMED-US offers versatile solutions to meet your needs.
Easy Maintenance
Designed with low maintenance in mind, our pumps help you minimize downtime and maximize productivity. The simple, robust designs make it easy to perform routine maintenance and repairs, ensuring your operations run smoothly with minimal disruptions.
Our team of licensed engineers, sales and customer service experts, and skilled technicians work collaboratively to provide world-class service and support. We partner with top-quality manufacturers globally, ensuring that our products meet the highest sustainability and efficiency standards.
With our headquarters in Miami, Florida, and teams in Medellin, Colombia; Santiago, Chile; and Guayaquil, Ecuador, we are well-positioned to serve clients across the Americas. Whether you require a pump for a new installation or need maintenance and repair services for your existing equipment, AMED-US is here to help.
Choose AMED-US for all your industrial needs and experience the difference in quality, reliability, and customer satisfaction. Your success is our commitment.
For more information, visit our website or contact our customer service team.
OUR SERVICESFrequently Asked Questions
AMED-US provides a wide range of pumps, including gear, rotary vane, centrifugal, diaphragm, and peristaltic pumps. These are tailored for industries such as asphalt manufacturing, road
construction, water treatment, chemical processing, pharmaceuticals, and more.
Our preventative maintenance services are designed to extend equipment lifespan, reduce downtime, and enhance productivity. We ensure your pumps operate efficiently and reliably by conducting regular maintenance checks and using advanced technology.
AMED-US offers comprehensive pump installation services handled by experienced technicians. We also provide 24-hour repair services on-site to address any pump issues promptly and effectively, ensuring minimal disruption to your operations.
AMED-US is committed to delivering superior quality control, functionality, and technical support in every pump package. We offer a diverse selection of top-tier industrial pumps sourced from trusted manufacturers, backed by our expertise in customizing solutions to meet your specific requirements.
The frequency of routine maintenance for an Air-Operated Double Diaphragm (AODD) pump can vary significantly based on the specific application and operating conditions. However, a general guideline is to conduct routine maintenance on a monthly basis. Unlike centrifugal pumps, which often exhibit a gradual decline in performance, AODD pumps tend to either function properly or fail abruptly. Therefore, performing regular visual and auditory inspections is crucial for early detection of potential issues and ensuring the pump remains in optimal working condition.
Before commencing maintenance on your Air-Operated Double Diaphragm (AODD) pump, it is essential to familiarize yourself with its basic components. Maintenance typically involves disassembling the pump for inspection.
Inspect the Diaphragm: Begin by examining the diaphragm for any signs of wear, such as cracking, holes, warping, or bubbling. The diaphragm is often the first component to degrade, so if you observe any of these issues, it likely needs replacement.
Ensure Proper Assembly: Verify that all parts of the pump are securely assembled. AODD pumps can become loose during maintenance, transportation, or operation, which can compromise their effectiveness or lead to malfunction.
By following these steps, you can maintain the optimal performance and longevity of your diaphragm pump.
An Air-Operated Double Diaphragm (AODD) pump is divided into two main sections: the wet/fluid side and the air side.
Wet/Fluid Side:
This section contains the components that come into direct contact with the fluid being pumped.
Key Components: Diaphragms, balls, seats.
Air Side:
This section consists of the parts that interact with the air used to drive the pump and should remain dry, although leaks can sometimes occur.
Key Components: Air chamber, air valve, main shaft.
Understanding these two sections and their components is crucial for effective maintenance and troubleshooting of the pump.
If fluid is exiting through the air exhaust of your AODD pump, it indicates a leak. To address this, disassemble the pump and clean it thoroughly. Inspect the diaphragms for any signs of leaks, bubbling, or warping, and replace them if necessary.
If your AODD pump is not pumping enough fluid, consider the following:
Pump Capacity: Ensure that your pump is capable of handling the required fluid volume for your application. If it isn’t, you may need a larger, more powerful pump.
Air Pressure: If the pump is designed to meet your fluid volume needs but still underperforms, excessive air pressure might be the issue. Contrary to common belief, higher air pressure doesn’t always result in more fluid being pumped. Excessive air pressure can cause the pump to cycle too quickly, preventing the chambers from fully filling with liquid before being expelled. Additionally, too much air pressure increases the strain on the pump by causing unnecessary strokes.
To achieve optimal performance, consider using an air filter/regulator. This will help you adjust the air pressure to the ideal level for efficient pumping.
