
Asphalt, a viscous combination of bitumen and aggregates, waterproofs and adheres for road building and paving. Specifically, asphalt handling involves terminaling, storing, and pumping to retain workability and quality. Asphalt pumping helps avoid functional outages and maintains uniformity and temperature for successful material flow and application. Meanwhile, the article discusses asphalt terminaling, storage, and pumping while stressing pumps’ importance.
Asphalt Terminaling Process
Definition and Importance
In the asphalt terminaling process, asphalt is stored, heated, and quality-controlled to meet industry needs before supplying to paving projects. The asphalt business needs terminaling to keep it ready for usage. Large tanks with heating systems hold asphalt at 150-160°C to avoid solidification and make pumping and mixing easier. Terminaling facilities also include mixing equipment that may add polymers to asphalt for better performance. The endurance and quality of the finished paved surface depend on these processes, which preserve asphalt viscosity and composition.
Steps in Terminaling
First, terminals receive asphalt by railcars, ships, or pipelines, according to location and infrastructure. Once delivered, it is promptly moved to shielded storage tanks at high temperatures to avoid solidification. Asphalt must be heated to at least 150°C using high-efficiency thermal oil heaters or direct-fired heaters to stay fluid. Next, quality control measures include asphalt penetration, viscosity, and softening point testing. Penetration tests examine asphalt hardness. On the other hand, viscosity testing measures its flow at various temperatures. Contemporary terminals also use real-time monitoring systems to check asphalt quality and resolve anomalies.
Storage of Asphalt
Storage Tanks
Asphalt storage needs specialized tanks to preserve its qualities. Due to its space economy and volume storage, cylindrical vertical tanks are prevalent. Tanks include insulation and heating coils to regulate temperature. Horizontal tanks are less space-efficient but simpler to clean and upkeep. Asphalt storage may call for heated tanks with electric heating elements or steam coils to keep the asphalt fluid. A heated tank may keep asphalt between an appropriate range of temperatures with precision control mechanisms to circumvent cold areas and solidification.
Temperature Maintenance
Retaining the proper asphalt storage temperature prevents solidification and keeps the material usable. Asphalt storage temperature depends on formulation and application to keep it fluid and pumpable. Automated heating controls, thermal sensors, and recirculation pumps continually change temperatures in current storage systems. Tanks may include heat tracing or insulation in colder areas to prevent heat loss. Overheating may deteriorate asphalt quality while oxidizing or increasing viscosity, although precise temperature control limits this possibility.
Safety Measures
Asphalt storage needs safety precautions owing to high temperatures. Tanks have overfill prevention features, including high-level alarms and automated shutdown valves, to avoid spillage. Thermal sensors and pressure gauges warn operators of temperature or pressure changes. Emergency precautions involve placing foam or dry chemical extinguishers around storage facilities. Storage facilities must also have designated emergency exits and safety showers for hot asphalt accidents. Staff safety exercises and training guarantee emergency readiness. Such processes lessen the hazards of storing high-temperature asphalt to protect people and the material.
Pumping Asphalt
Types of Pumps Used
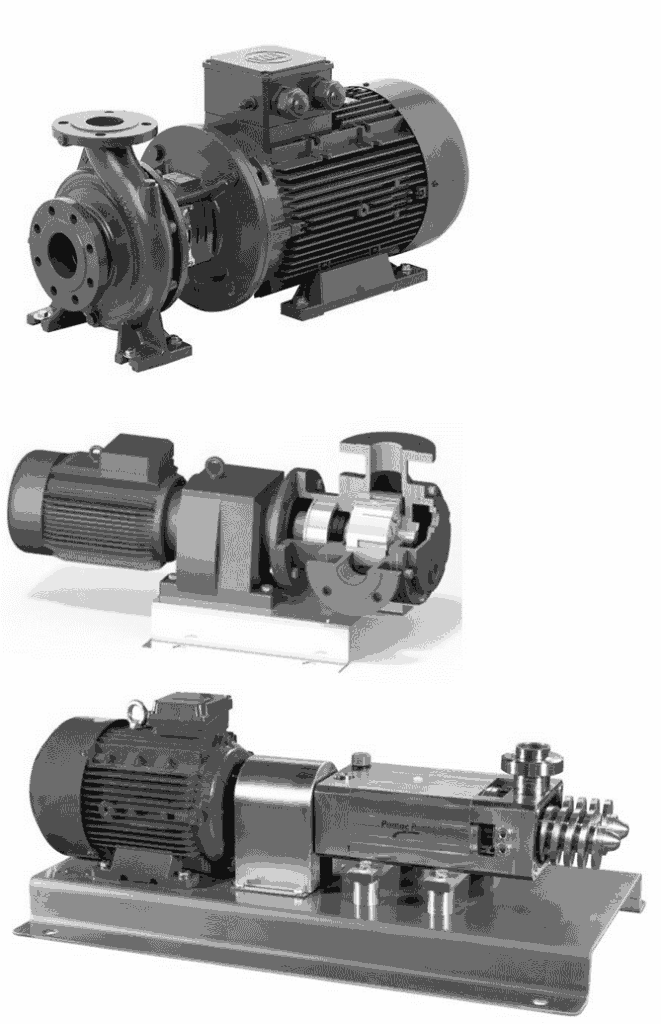
Gear pumps, centrifugal pumps, and screw pumps are utilized in asphalt pumping.
- Simple and durable gear pumps suit high-viscosity asphalt. Their flow control and up to 3000 psi pressure capacity are good for batch operations in refineries and terminals.
- Centrifugal pumps work well with high flow rates and low-viscosity asphalt. The capacity to handle flow rates above 500 GPM is perfect for asphalt tanker loading and unloading.
- Screw pumps are appropriate for modified and polymer-based asphalts owing to their smooth, pulsation-free flow and capacity to manage viscosities up to 35,000 cst. Furthermore, screw pumps may also handle 4,000 psi for pipeline transmission.
Pump Selection Criteria
Several elements determine the best asphalt pump. Gear pumps work well with highly viscous asphalts. Yet, centrifugal pumps work best with less viscous asphalts. Next, flow rate requirements must match pump capacity with operating demands. Gear pumps can handle lower flow rates than centrifugal pumps. Asphalt may reach 230°C, so temperature management is key. Pumps need seals and materials like high-temperature elastomers or metal bellows to avoid failure. Sustaining pump functionality and reliability under high heat conditions is vital for ongoing operations.
Installation and Maintenance
Asphalt pump installation stipulates proper alignment, mounting, and pipe design for lower cavitation and pressure dips. Flexible connections and expansion joints absorb thermal expansion and vibrations. Pumps need periodic repairs to last. Since asphalt is abrasive, seals, bearings, and wear plates should be checked often. Vibration analysis and thermal imaging can recognize cavitation before it causes catastrophic pump failures. Problems like decreased flow or strange sounds might be solved by inspecting for blockages, leaks, or worn parts. Pump heating systems must be calibrated and serviced to keep asphalt at the right temperature for pumping.
Pumping Asphalt to Trucks
Loading Stations: Design and Setup for Efficient Truck Loading
Precision engineering helps design asphalt pumping loading stations for optimum flow rates and little interruption. Start with flexible loading arms with swivel joints to align truck hatches. Remember, keep asphalt at the right temperature using heated pipes and pumps to avert viscosity difficulties. Use high-capacity pumps to speed up loading. Place load cells on filling platforms to measure asphalt weight and ensure each vehicle gets the right load. Automate asphalt flow control valves for lower manual intervention and oversights. Create spill containment zones with drainage systems to manage unintentional spills without harming the environment.
Pump Operation during Loading
Modern flow control and safety standards regulate asphalt pumping flow. Use VFDs on pumps to vary motor speed to preserve flow rate independent of system pressure. Inline viscosity sensors can alter pump operation to keep asphalt viscosity within the ideal range. Install automated shut-off valves to avoid spills and mishaps from overpressure or hose failure. Install emergency stop buttons and safety barriers in the loading area so operators can stop operations promptly. Asphalt is flammable; thus, non-sparking equipment and explosion-proof electrical components should be used. Establish an intensive pump and hose maintenance routine, including routine checks and pressure testing, to find wear and probable failure spots before operating interruptions.
Automation and Control Systems
Promoting asphalt pumping loads demands contemporary automation and control technologies. During loading, PLCs can automate pump activation, valve management, and temperature and flow rate monitoring. HMIs provide operators with current information and control for better decisions and functional observation. For instance, SCADA systems can gather and examine sensor data for predictive maintenance. RFID technology tracks truck identity and loading status so each truck has the right asphalt mix. Remote monitoring lets off-site supervisors watch operations and tackle concerns quickly. Along these lines, asphalt pumping operations could boost efficiency, loading times, and protection with these control systems. Feel free to contact us with more inquiries about asphalt handling and pumping.









