Bombas químicas Milton Roy Milroyal Series
Bombas químicas Milton Roy Milroyal Series
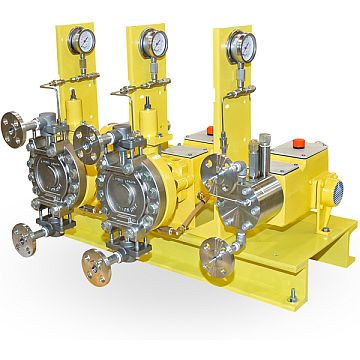
Las bombas químicas de la serie Milroyal de Milton Roy están especialmente diseñadas para aplicaciones precisas en la minería de metales. Estas bombas fiables ofrecen una dosificación precisa y constante de productos químicos para optimizar el proceso de minería y garantizar una extracción eficiente de los metales.
Brand: Fabricante Milton Roy
MPN:
- Description
- Reviews
- Documentation
Información general
Las bombas químicas de la serie Milroyal de Milton Roy están diseñadas para aplicaciones de bombeo precisas en la industria minera metalúrgica. Estas bombas están fabricadas para soportar los productos químicos agresivos y las condiciones exigentes que suelen encontrarse en esta industria, lo que las convierte en una opción fiable para procesos críticos.
1. Las bombas de la serie Milroyal presentan una construcción robusta con materiales diseñados para soportar entornos corrosivos, lo que garantiza una durabilidad y un rendimiento a largo plazo.
2. Estas bombas están equipadas con tecnología avanzada que permite caudales precisos y constantes, lo que las hace ideales para aplicaciones en las que es fundamental una dosificación precisa.
3. Con una amplia gama de modelos y configuraciones disponibles, las bombas de la serie Milroyal se pueden personalizar para satisfacer requisitos específicos y proporcionar un rendimiento óptimo para diversas operaciones de extracción de metales.
4. El mantenimiento de estas bombas se facilita gracias a sus características de diseño intuitivas y al rápido acceso a los componentes clave, lo que minimiza el tiempo de inactividad y maximiza la productividad en aplicaciones de extracción de metales.
¿Por qué elegir las bombas químicas de la serie Milroyal de Milton Roy?
Las bombas químicas de la serie Milroyal de Milton Roy son la opción ideal para aplicaciones precisas en la minería de metales debido a su excepcional fiabilidad, precisión y durabilidad. Estas bombas ofrecen un control preciso del caudal, lo que permite una dosificación química constante en las operaciones mineras, lo que se traduce en una mayor eficiencia y una reducción del tiempo de inactividad. Además, las bombas de la serie Milroyal son altamente personalizables para satisfacer las necesidades específicas de los procesos de minería de metales, lo que las convierte en una solución versátil y rentable para la industria.
Descripción general de las bombas químicas de la serie Milroyal de Milton Roy
Las bombas químicas de la serie Milroyal de Milton Roy son bombas de alto rendimiento diseñadas para la dosificación precisa y eficiente de productos químicos en diversas industrias, especialmente en aplicaciones de minería metalúrgica. Estas bombas son conocidas por su fiabilidad, durabilidad y precisión, lo que las convierte en la opción ideal para entornos mineros exigentes.
Entre las características y ventajas principales de las bombas químicas de la serie Milroyal de Milton Roy se incluyen una construcción robusta capaz de soportar condiciones de funcionamiento adversas, una amplia gama de caudales y capacidades de presión, y la capacidad de manejar una gran variedad de productos químicos con precisión y consistencia. Las bombas también vienen equipadas con opciones de control avanzadas, como interfaz digital y capacidades de supervisión remota, para garantizar un funcionamiento y un mantenimiento sencillos.
En general, las bombas químicas de la serie Milroyal de Milton Roy ofrecen un rendimiento y una fiabilidad sin igual para la dosificación precisa de productos químicos en aplicaciones de minería de metales, lo que las convierte en la opción preferida para las empresas que buscan mejorar la eficiencia y la productividad de sus operaciones.
Especificaciones técnicas de las bombas químicas de la serie Milroyal de Milton Roy

Heed help?
Get in touch with our team